Top 5 Oil and Gas Pumping Problems and Solutions
/Experts describe some of the common maintenance issues that arise in oil and gas pumping systems, and demonstrate some of the ways to solve them—including solutions to the Top 5 oil and gas pump maintenance problems.
By Michelle Segrest, Navigate Content, Inc.—Reporting for Maintenance Technology
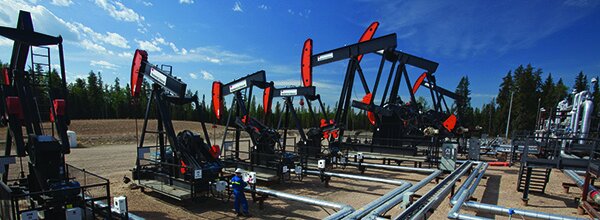


In some parts of North America, you can still clearly see the oil and gas pumping industry hard at work. Fly over Texas and see a checkerboard of sucker rod “donkey” pumps, nodding in unison, pulling up millions of barrels of oil from deep beneath the surface.
At hydraulic fracturing sites, gigantic “frac” pumps dominate the landscape and shake the earth—splitting the mud, shale, and rock into bits with enormous pressure. That’s how oil corporations and service companies capture the elusive black gold buried deep inside—the material that literally fuels the multi-billion dollar oil and gas industry.
You can’t see the pumps that dive thousands of feet below the ocean’s surface from offshore rigs, and the pumps that transport the oil and gas are not visible, either. Hidden inside about 140 huge refineries throughout the U.S. there are even more pumps that keep the oil and gas industry functioning. It is up to the experienced maintenance professionals to make sure all of these pumps are hard at work every second of every day.
The massive oil and gas industry relies on a wide variety of pumps to perform every stage of the process—including upstream, midstream, and downstream functions. According to The Freedonia Group, Cleveland, the United States demand for oil and gas infrastructure equipment is forecast to hit $12.1 billion through 2016, which makes this a market that is vitally dependent on equipment that runs efficiently.
Quickly identifying problems and solving them effectively is vital to this giant industry.
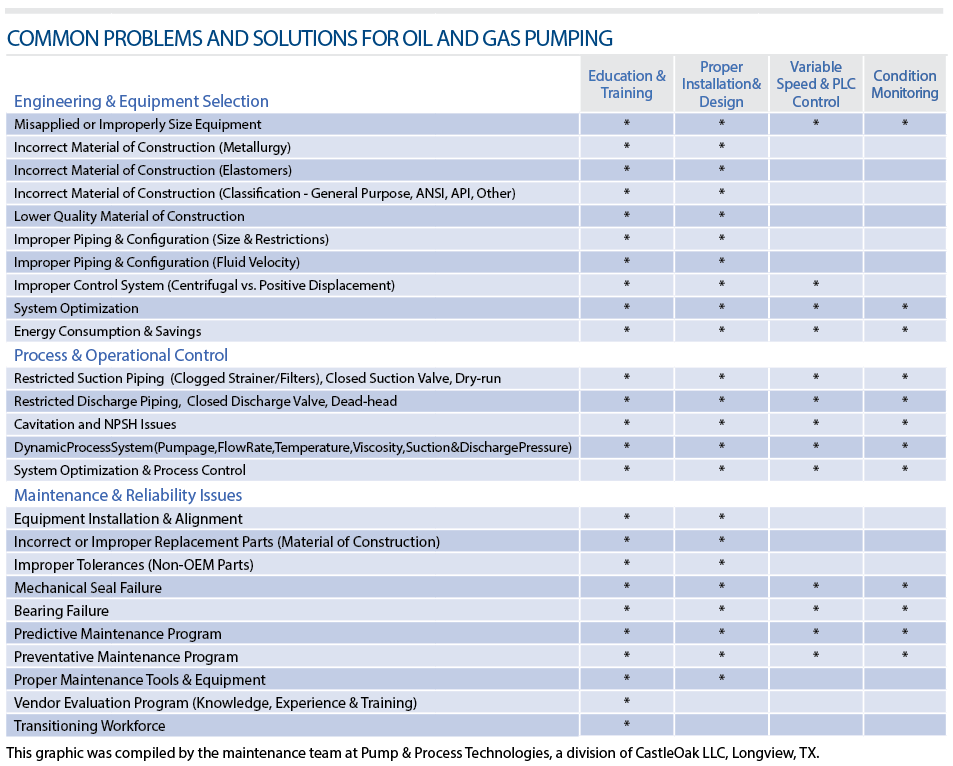
Common Oil and Gas Pumping Problems and Solutions
Different pumps present different obstacles, especially within a market as diverse as oil and gas. Mark Dufrene is the general manager for Pump & Process Technologies, a division of CastleOak LLC in Longview, TX—a distributor of Blackmer, Pentair, EnviroGear, Aurora, Fairbanks, Myers, and other centrifugal, rotary-gear, positive-displacement, and reciprocating pump brands for oil and gas applications. Each pump for each application must be treated differently.
According to Dufrene, a 30-year veteran of the pump industry, “There is a tendency to treat centrifugal and positive-displacement pumps the same. Some people use a control system on centrifugal pumps and just throttle back on the valve to control the flow. You can’t do this with a positive-displacement pump because, when you throttle back on the discharge valve, you create more pressure. It becomes self-defeating.”
One of the biggest problems contributing to excessive pump maintenance in the oil and gas space involves having a pump that is improperly sized or misaligned, Dufrene said. “People sometimes think bigger is better, but this is not always the case,” he said. “This can be a system issue.”
Advancements in technology, such as variable-frequency drives (VFDs), have contributed greatly to the longevity of most oil and gas pumps and have helped keep the maintenance manageable. A VFD is a type of adjustable-speed drive used in electro-mechanical drive systems to control AC motor speed and torque by varying motor input frequency and voltage.
VFDs can optimize impeller diameter, which slows down the equipment and gives it longer life and less wear. “Instead of running the equipment at 1,800 rpm, with a maximum impeller diameter it can run at 1,400 rpm,” Dufrene explained. “This doesn’t sound like much, but it makes a big difference. It can extend the life of the pump and prevent it from running dry and cavitating. VFDs and other PLC controls can help to eliminate some of the misapplied and improperly sized equipment because you can use the speed control to compensate for errors made in pump selection.”
Changes are inevitable, and each change presents new maintenance concerns. “Every day is different,” Dufrene said. “If a guy has a mission to pump liquid from Point A to Point B, that is pretty simple—but it is not reality. When you dive into someone’s process and discover they want to pump from Point A to Point B to Point S to Point Z, it becomes more complicated. Every time they make a change, the system curve changes. Therefore, the pump curves change, but they may be using a fixed-speed piece of equipment to do all of the applications. This is not realistic, and it leads to problems. The pump does not always operate at the one design point. This is a dynamic system as opposed to a static system.”
Top Five Oil & Gas Pump Maintenance Problems
Odessa Pumps, a DistributionNOW Company, has been providing equipment to the oil and gas market for more than 30 years with a full range of applications, including chemical injection and high-pressure injection pumps. Joe Lewallen, Jr. is the general manager of Applied Pumping Solutions for Odessa Pumps’ Irving, TX operation, and Brian Verdehem is director of sales. They describe their five most common maintenance problems and solutions for oil and gas pumping applications.
Improperly sized and installed equipment. “It’s a fact that the majority of centrifugal pumps installed today are oversized.” Verdehem said. Pumps are often oversized for an application then operated in an unstable region of the centrifugal pump performance curve. “Operating in these unstable regions of the pump curve can result in lower mean time between repair (MTBR) on the seal and bearings, as well as the turned and cast components,” Verdehem said. “This is especially prevalent in pumps with higher suction specific speeds (>11,000 Nss), where the stability window on the curve is less forgiving. These factors can often be avoided by properly sizing the pump and configuring the pump package with a VFD. Operating in variable speed can ‘right size’ the pump performance curve to the current system variables. Having a pump supplier who knows pump hydraulics and who can evaluate the system head variables is essential to implanting a successful VFD system into a pump installation.”
2. Improper installation and baseplate design.According to Lewallen, “After the pump is chosen for an application the next step is to provide the best possible base for the pumping unit. This involves engineering the pump skids and the use of advanced baseplate design for the pump units. Odessa Pumps provides Griswold ANSI pumps on our DurAlign baseplate to ensure the best possible motor-to-pump shaft alignment.” Machined pump and motor pads ensure that the manufacturer’s installation requirements can be met and maintained. “For the Blackmer rotary-vane packages, our engineers design and oversee the manufacturing of heavy duty baseplates with the same machined pads to ensure long trouble-free operation,” he said.
3. Contamination of lubrication leads to bearing failure. Bearing failure is the biggest cause of maintenance issues in pumping applications. Proper lubrication of the bearing is the simplest way to avoid it. “Changing and maintaining an optimal environment for the lubrication fluid by investing in labyrinth or magnetic type bearing isolators, can provide great benefits on extending the machine life on oil-sump designs, and avoiding unexpected failures. Investments in oil-mist systems are often an efficient way of lubricating multiple pump assets within a consolidated production or process unit,” Verdehem said.
4. Improper mechanical-seal selection results in premature seal failure. Centrifugal pump units in the oil and gas sector also require an extensive knowledge of mechanical seals. “New sealing technology and proper material selection leads to longer operation before service is required,” Lewallen said. “Many customers and equipment providers omit this important part of pump application. Misapplication of the seal design is one of the most common areas of centrifugal pump failure, and once the seal fails, that can lead to loss of product, environmental contamination, and other maintenance issues.”
5. Incorrect material selection on pump material and gasket/elastomers, resulting in premature failure. “Liquid compatibility with the gaskets and elastomers in a pump’s construction are often overlooked by customers and inexperienced pump suppliers,” Verdehem said. Taking the extra time to ensure that your metallic and non-metallic pump components are compatible with the liquid during the pump-proposal stage, can help decrease the onset of premature and costly downtime. There are plenty of publications and compatibility charts available online for use in confirming compatibility on metallic and polymer based components. An experienced pump supplier will take a conservative approach on material selection if they have full transparency on the customer’s liquid properties and process conditions. It’s important that customers provide the pump supplier with this information at time of quote request.
Oil and Gas Pumps Best Maintenance Practices
Preventive maintenance in oil and gas pumping applications is much the same as in other industries, Lewallen said. “On larger horsepower equipment a baseline vibration reading is taken when the equipment is commissioned. Our technicians provide a PM service for many of our customers. With an initial vibration reading by our technicians, subsequent readings can identify a problem early.”
“Shaft alignment to the manufacturer’s specification is also crucial,” Lewallen said. “The proper use of shaft sealing technology is another important factor for equipment reliability. Preventive maintenance performed by properly trained personnel will ensure long run times and prevent premature failure.”
Another best practice, according to Verdehem, is a proactive maintenance culture. “It’s no different than changing the oil in your car as instructed by the owner’s manual,” he said. “Most centrifugal-pump failures are a result of bearing and seal failure, so it is important that these two areas are given the most concentration.”
Monitoring vibration on a regular basis and identifying changes in the vibration spectrum can warn of a pending failure. “This way you can plan the maintenance and shutdown of the equipment. Proactive machine-health monitoring can have tremendous benefits for most types of rotating equipment,” Verdehem said.

Oil and Gas Pump Maintenance Challenges—Four Real-World Case Studies
Oil and gas pump professionals face challenging maintenance obstacles daily. Here are four interesting case studies:
VFDs at a Blending Facility. VFDs were used to optimize positive-displacement pumps for two different functions at a blending facility—loading trucks and loading totes and drums. “We use the VFD systems and run them at different settings,” CastleOak’s Mark Dufrene said. “To load the truck involves pumping 150 gpm. To load drums and totes the pump should run at about half speed. The VFD switches on, slowly fills up the drum to a certain level, then it ramps down and shuts off the unit. Instead of having someone over there with a trigger, it’s all automated. To improve the life of the pump, over time we are regulating the speed to slow the unit down and match application conditions. This increases reliability and MTBF.”
2. Refinery Condition-Monitoring System. Dufrene said his refinery customer had a boiler system that would run effectively most of the time. But, in certain circumstances, the pump would cavitate and fail. “No one could pinpoint the problem,” he said. “You could stand there for two or three days and nothing would happen. But as soon as you went home, the upset condition would occur. So we added a monitoring system to measure the suction pressure, discharge pressure, and temperature.”
Dufrene’s team placed a probe on the bearing frame to measure the product temperature and discovered that when certain systems in the plant were running, the pump was oversized for the application. The plant was running at maximum capacity most of the time.
“When it went to half capacity, they started having problems,” he said. “Using the monitoring equipment, we were able to chart exactly when it occurred and found out how the plant was operating. This showed us where to look to solve the problem. This is an example of when you take a little time and a little thought process you can make a big difference beyond just fixing it.”
3. VFDs for Centrifugal Pumping Systems. In most pumping applications, trimming the impeller reduces pump efficiency, sometimes by as much as 20% to 25%, Dufrene said. Running the system at the optimum impeller diameter and controlling the speed dramatically increases efficiency. “As conditions like head and pressure change, the VFD can speed up and match the system, as opposed to running to the right or to the left, which actually causes more maintenance problems,” he said. “If you use a VFD, you can match the system you have and improve efficiency.”
4. Centrifugal Pump Running Dry. A centrifugal pump running dry can be a challenge in many applications, and especially in the oil and gas industry. This is particularly an issue in tank or rail car unloading applications, as well as
certain applications within the pipeline, Verdehem said.
“Dry run is the Achilles heel for pumps that have metal-to-metal wear ring designs on the rotary and stationary ring configuration,” Verdehem said. “Failures in this mode can often cost as much or more than a new pump unit. In these applications, customers can move to a stationary wear-ring insert constructed of a fiber-reinforced fluoropolymer material, with low creep and high thermal resistance. These materials on the stationary ring will not allow excessive heat build up during dry-run anomalies. This saves the pump from catastrophic damage due to dry run.”
Maintaining Proper Alignment for Oil & Gas Pumps
A big concern in the oil and gas rotating equipment industry is the knowledge and experience gap with new professionals entering the industry and the retiring workforce. “Tools and gadgets and automation can give us quicker and more accurate responses,” Dufrene said. “But we still need to have a deep understanding of the fundamentals of the problems.”
Verdehem said that investing in a quality and reliable alignment device can provide long-term benefits for installed equipment. “Without proper alignment, one is installing a bad actor at the time of installation,” he said. “A vibration analyzer capable of generating a full spectrum can be a worthy investment from a predictive-maintenance perspective.”
Remote monitoring has been one of the biggest developments in the past decade, Dufrene said. “A lot of this equipment is installed in remote sites, and you can’t go out there and monitor it regularly,” he said. “A monitoring system sends an alarm or shuts down the equipment. This is a big advantage instead of having to ride out to 100 fields every day to check the equipment.”
Also, partnering with pump suppliers who have the experience with proper pump selection, installation, operation, and maintenance can provide long-term benefits to the end user, the experts agree. “Many pump suppliers have implemented a business model of only selling the new equipment and parts at a low price,” Verdehem said. “Those who can do that, plus provide the field and consultative services after the sale, are the partners that reliability-savvy customers value the most.”

ExxonMobil engineers inspect an oil and gas hydraulic fracturing truck. Photo courtesy of ExxonMobil.
Maintaining Hydraulic Fracturing Pumps
Hydraulic fracturing pumps used in oil and gas service work are highly engineered, expensive pieces of equipment that can generate pressures as high as 20,000 psi and can weigh as much as 9 tons. Today’s multi-stage frac jobs mean longer pumping times, according to Kevin Hunter, Equipment Builder Group Engineer, Global Products Technology, ExxonMobil.
Shale reservoirs are the driver of much of the fracking work today and often require extremely high pressures, Hunter said. These factors have combined to force hydraulic fracturing pumps to work harder than ever.
“These critical pumps have to pump abrasive fluid in multiple stages on each job and there may be 15 or more frac trucks and pumps on a single frac job,” Hunter said. “Frac pumps have to operate almost continually for several days before moving to the next job. Uptime is critical as the locations are often several hours driving time from their support site, and they may have a series of consecutive jobs scheduled.”
Pump builders are constantly working to update designs to improve reliability. Optimum lubrication can also improve uptime and extend maintenance intervals.
Frac pumps are comprised of two key components—the power end and the fluid end. The power end includes a gear set that takes the power from an engine and transmits it to the crankshaft in the power end used to drive the plungers that push the frac fluid.
One oil in the power end not only has to lubricate the gear set—which may be a helical, planetary, or a worm gear—but it must also lubricate the roller bearings, main bearings, connecting rod bearings, and crosshead guides.
“This requires a lubricant that can protect these diverse components in severe service, and in all weather conditions as the seasons change,” Hunter said. “In addition, the frac unit may be moved from one geographic area to another to meet demand as ambient conditions change. A lubricant that can deal with a wide range of temperatures is important. In addition, the oil needs to flow well during cold starts in winter weather, flowing to all parts of the power end while still providing protection during a long frac job, despite the elevated temperature, which reduces oil viscosity.”
Typically, the biggest failure mode in power ends is the bearings.
The other key component of a frac pump is the fluid end where the plungers apply pressure to the frac fluid. One key maintenance issue for fluid ends is maximizing plunger-packing life. In addition to good design and manufacturing processes, lubrication contributes to maximum plunger packing life.
Traditionally, rock drill oils delivered by a centralized lubrication system have been used in most pump designs. With ever-increasing environmental concern and reducing spills, many operators are migrating to grease for plunger lubrication.
“This requires a grease that can readily be pumped via the centralized lubrication system, which has relatively long lines leading to the fluid end of the frac pump,” Hunter said. “This requires a grease that pumps well while still providing good lubrication at the packing.”
Michelle Segrest is President of Navigate Content, Inc., a full-service content creation firm. She has been a journalist for more than three decades and specializes in covering the people and processes that make a difference in the industrial processing industries. Contact her at michelle@navigatecontent.com